De nombreux secteurs d'activité réalisent des mesures de la rectitude quotidiennement, par exemple, sur des poutres, des rouleaux, des tubes, des extrémités de machine, des guides de machine ou des convoyeurs. La rectitude constitue souvent une exigence de base pour qu'une machine fonctionne correctement et/ou produise des pièces exemptes de défauts.
Le principe de base de la mesure de la rectitude est que toutes les valeurs de mesure indiquent la position de l'unité de détection par rapport au faisceau laser. Le faisceau laser de l'émetteur peut être comparé à une très longue règle droite sans masse.
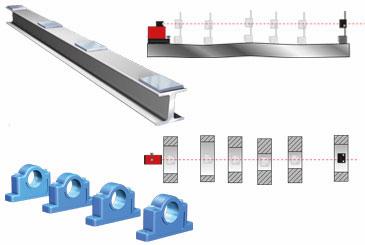
Tout d'abord, le faisceau est aligné à vue le long de l'objet de mesure. Le détecteur est ensuite positionné sur les points de mesure sélectionnés et les valeurs sont enregistrées. En fonction de la mesure, deux des points de mesure sont mis à zéro, et les autres points sont recalculés pour cette ligne de référence. Vous pouvez ajouter ou supprimer des points de mesure. Une valeur de décalage peut être ajoutée à tous les points pour le calcul automatique des valeurs de réglage appropriées. Le réglage peut être effectué avec des valeurs en temps réel pour un retour d'information continu.
Lorsque l'objet mesuré est la référence (référence relative), le faisceau laser est mis au niveau du détecteur placé aux deux points de référence. Cette procédure de mise à niveau s'effectue toujours selon le même principe : la mise à zéro du laser. Lors de l'utilisation de la référence du plan horizontal (référence absolue), le faisceau laser est mis à niveau en fonction des niveaux de l'émetteur laser (XT20 ou XT22). Ensuite, toutes les valeurs du détecteur sont indiquées par rapport au plan horizontal.
Il est également possible d'effectuer des mesures de rectitude plus simples avec les unités S et M (c'est-à-dire sans utiliser d'émetteur laser distinct) si les appareils sont dotés de la technologie laser à point (disponible par exemple dans le système XT770). L'unité S est utilisée comme émetteur de référence et l'unité M comme détecteur. Dans ce cas, il n'est pas possible d'utiliser le plan horizontal comme référence. Utilisez le programme de mesure Valeurs et calculez la rectitude manuellement.