
Es importante tener, y seguir, un proceso estandarizado para la instalación. Un «procedimiento fiable de instalación de la maquinaria» si se desea. Tendrá que encargarse de (medir y confirmar) cosas tales como planitud/nivelación de la base, ajuste de tuberías, pata coja, alineación de la maquinaria (ejes), etc. En este artículo me centraré en la parte específica de la tensión de las tuberías y sus efectos sobre la alineación de la maquinaria.
Veamos la máquina completa
Supongamos que se ha comprobado la planitud de la base (más que suponer, lo mejor será comprobar primero la documentación), que se han alineado las bridas de las tuberías y que la maquinaria se ha colocado lista para la alineación inicial. Si se hace según el manual, el siguiente paso sería avanzar en el proceso de alineación de la maquinaria. Se preguntará por qué sigo escribiendo «alineación de la maquinaria» en lugar de «alineación de ejes». Aunque el objetivo final es alinear el centro de rotación de los ejes, en realidad lo que se está alineando es toda la maquinaria antes incluso de pensar en una alineación de precisión.
El término «alineación de ejes» implica que es ahí donde hay que centrarse y anima a los mecánicos a ir directos a la alineación de precisión de dichos ejes. Si no se tiene en cuenta toda la máquina durante la instalación, se introducirá tensión en ella. Con el término «tensión» me refiero a las fuerzas aplicadas que pueden causar, por ejemplo, el fallo de los cojinetes, un sobrecalentamiento o consumo anormal de energía. John Lambert, de Benchmark PDM en Toronto (Canadá), lo denominó «Estrés: el asesino silencioso». Lo que quería decir es que el estrés o tensión en la carcasa de la maquinaría acabaría «matando» ese activo.
Alineación de bomba/motor «in situ»
Veamos un caso real. Brian Franks, de JetTech Mechanical LLC con sede en Goodyear, AZ, recibió el encargo de instalar un motor de inducción de 3250 CV (Toshiba) para una bomba SPX ClydeUnion en un proyecto de tuberías destinado a llevar gas natural líquido desde Colorado al norte de Texas.
 Sistema de alineación de ejes con láser montado utilizando soportes magnéticos axiales.
Sistema de alineación de ejes con láser montado utilizando soportes magnéticos axiales.
Comprobación de pata coja antes de la alineación inicial
El acoplamiento es un separador de 12 pulgadas (304,8 mm). Lo primero que hay que hacer es comprobar si hay pata coja. «Pata coja» es un término que se utiliza sin el debido cuidado en el sector, ya que implica que pasa algo con las patas de la máquina. Esto podría ser cierto pero, con frecuencia, la causa del problema de pata coja es otra, como que la base no esté plana o que haya tensión en las tuberías. No voy a profundizar más porque ya hay muchos artículos muy buenos sobre el tema.
En este ejemplo, JetTech ha aflojado (abierto) el acoplamiento y ha desconectado las tuberías. Esta es la forma correcta de realizar la comprobación inicial de pata coja y permite identificar este problema sin que influya la posible tensión del acoplamiento o las tuberías. En este momento se debería haber comprobado la planitud y nivelación de la base (antes de montar la bomba y el motor) para descartar que haya problemas de pata coja causados por la torsión de la estructura.
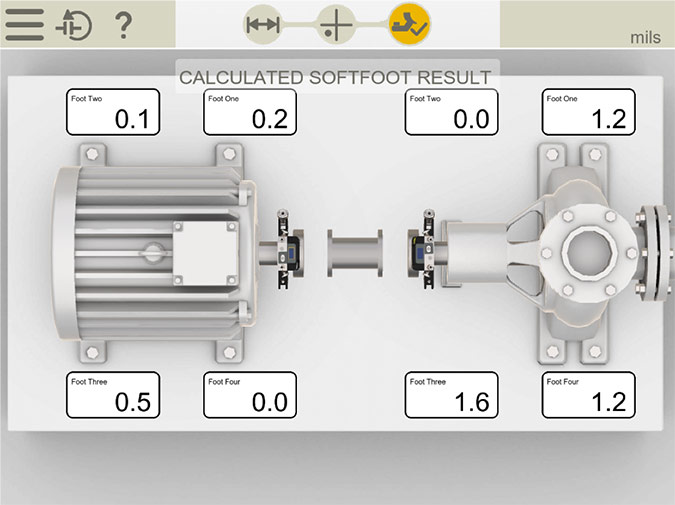 Resultados calculados de pata coja a partir de la medición con un sistema de alineación de ejes con láser. Números en mils (1/1000 de pulgada).
Resultados calculados de pata coja a partir de la medición con un sistema de alineación de ejes con láser. Números en mils (1/1000 de pulgada).
La pata coja se mide tanto en la bomba como en el motor. Lo habitual es centrarse solo en el motor. Un argumento que oímos a menudo para no comprobar la pata coja en la bomba es que es fija y no se va a mover (alinear) de ninguna forma. Considere el coste de reemplazar el equipo. Si tiene que cambiar un motor, estamos hablando de horas. Sustituir una bomba es un proceso mucho más complejo que puede durar días. Incluso si no va a mover la bomba, debe asegurarse de no tener un problema de pata coja porque ello deformaría la carcasa e induciría estrés en la bomba. Recuerde: el estrés es el asesino silencioso.
De acuerdo con ANSI/ASA S2.75-2017 (Metodología de alineación de ejes, Parte 1) las tolerancias admisibles para pata coja son dos milésimas (0,05 mm). En este ejemplo estamos por debajo, 1,6 mils (0,4 mm) en la pata tres de la bomba. Una vez descartado —y documentado— el problema de pata coja, el equipo procede a la comprobación inicial de la alineación de ejes.
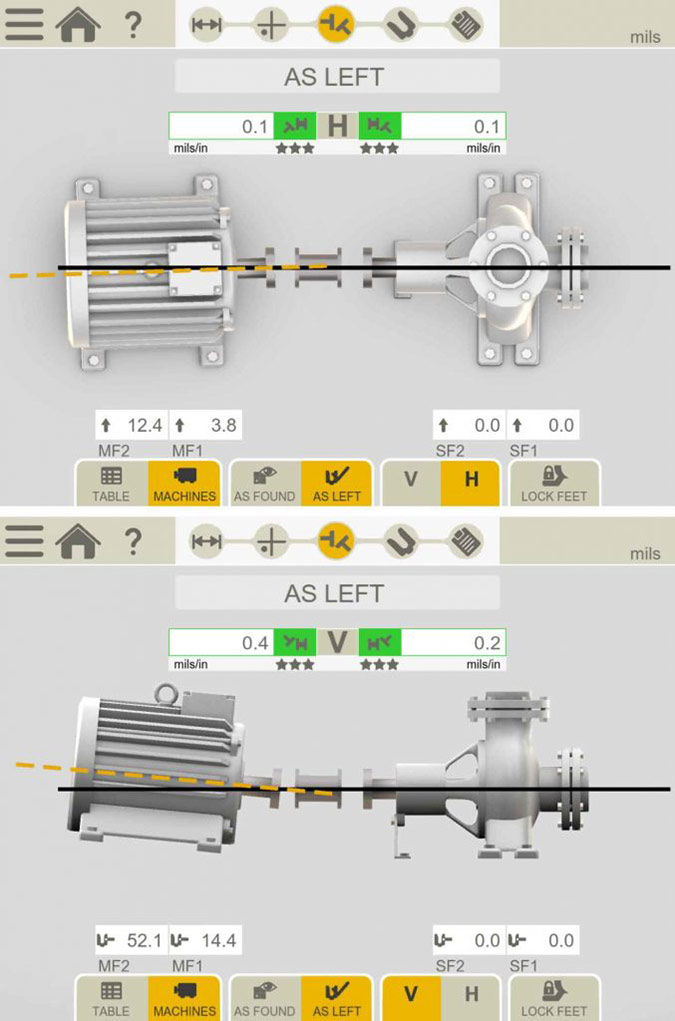 Resultados de la comprobación inicial de la alineación de ejes.
Resultados de la comprobación inicial de la alineación de ejes.
Como un acoplamiento separador admite dos puntos de flexión, las tolerancias (mediciones) se expresan como dos ángulos. En la ilustración anterior, el lado izquierdo muestra la alineación horizontal y el lado derecho muestra la vertical. La configuración actual funciona a 3575 rpm. Esto es importante pero, ¿por qué? La velocidad de rotación establece las tolerancias de la alineación. A 3575 rpm y con acoplamiento separador las tolerancias para la alineación de ejes son:
| Desviación | Ángulo |
| N/D | 1 mil/pie (0,06 mm/m) |
Tolerancia de alineación de ejes según ANSI/ASA S2.75-2017
Ambos ángulos, horizontal y vertical, están dentro de la tolerancia (de ahí el color verde en los resultados). Sin embargo, ¿recuerda que dejamos las bridas del acoplamiento y las tuberías sin atornillar? La verdadera prueba de una instalación (además de ponerla en marcha, claro) será atornillar las bridas de las tuberías. Esto se debería hacer bajo estricta supervisión (medición) y, posteriormente, se debería documentar y entregar al propietario del activo como prueba de un trabajo bien hecho.
En este caso, el equipo dejó el sistema de alineación de ejes con láser montado sobre el acoplamiento mientras se apretaban los pernos.
Identificar y eliminar la tensión de las tuberías
El sistema de alineación tiene una función para controlar el movimiento y mostrarlo en un gráfico, en horizontal y en vertical, según se aprietan los pernos de brida. Esto permite al equipo determinar si se produce alguna tensión en las tuberías que pudiera afectar a la bomba, lo que añadiría tensión a las máquinas.
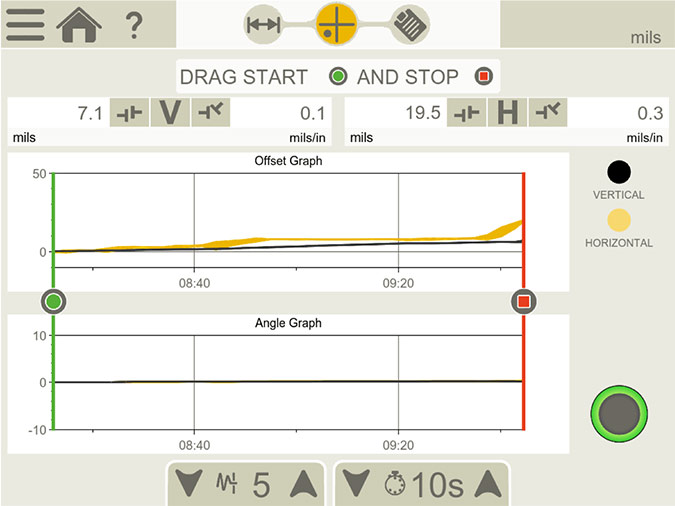 Gráfico que ilustra el movimiento tanto vertical como horizontal a medida que se aprietan los pernos de brida de las tuberías.
Gráfico que ilustra el movimiento tanto vertical como horizontal a medida que se aprietan los pernos de brida de las tuberías.
Como se puede ver en la imagen anterior, hay bastante movimiento tanto vertical como horizontal, con 7,1 mils (1,8 mm) en el desplazamiento vertical y 19,5 mils (4,9 mm) en el horizontal. Volviendo a la norma ANSI/ASA S2.75-2017:
«Las fuerzas externas provocadas por tensión de tuberías, tensión de bridas, tensión de conducciones, conductos acoplados, etc., aplicadas a la carcasa de las máquinas no será suficiente para producir cambios en la alineación de ejes de magnitud mayor que 50 micrómetros (2 mils) verticales u horizontales medidos en el acoplamiento».
Si el equipo hubiera realizado la alineación final en estas circunstancias, habrían visto todo tipo de problemas que, probablemente, se habrían manifestado como problemas de pata coja. Sin embargo, no es un problema que podría haberse arreglado utilizando galgas progresivas, etc., para resolverlo. La tensión de las tuberías podría haber seguido ahí, añadiendo deformación a la carcasa de la bomba, y posiblemente desviando el eje, causando vibraciones y, finalmente, dañando el cojinete.
Si quiere que sus activos funcionen durante toda la vida útil para la que han sido diseñados, asegúrese de eliminar la tensión de las tuberías antes de proceder a la alineación de precisión final durante el proceso de instalación.
Mikael Terner, Easy-Laser AB
John Lambert, Benchmark PDM
Este artículo se publicó originalmente en la revista Oil & Gas Innovation.

