
Une pompe neuve venait d'être installée, mais l'arbre grinçait lors de sa rotation. Après une inspection approfondie, l'un des techniciens a constaté que le corps de palier s'était décalé, probablement lors du transport ou du stockage, et que la goupille de positionnement avait été endommagée.
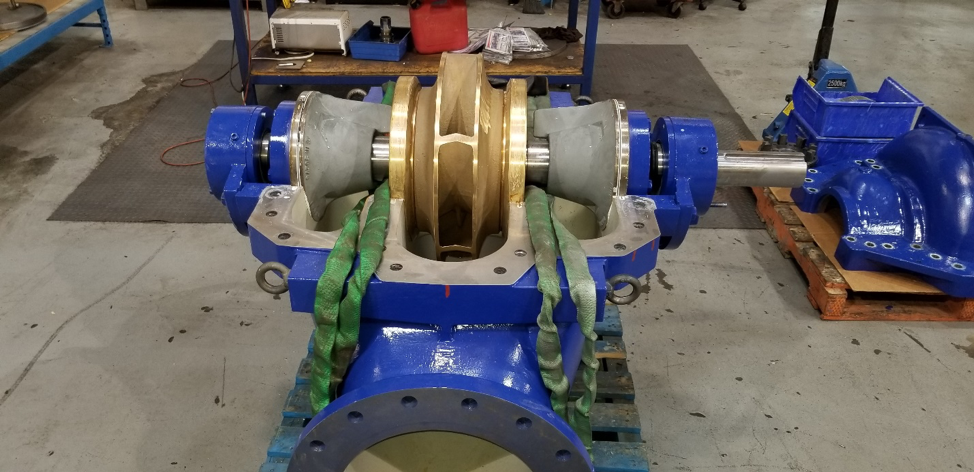 Figure 1
Figure 1
L'ouverture du couvercle de ce type de pompe (voir Figure 1 – photo fournie avec l'aimable autorisation de KSB Pumps Canada) permet d'accéder à l'arbre et à l'impulseur monté en position centrale. Une bague d'étanchéité est montée dans les alésages de chaque côté de l'impulseur. À l'extérieur, nous avons deux presse-étoupes ou alésages étanches, à l'extérieur desquels se trouvent des paliers lisses qui sont également des alésages. Les centres de ces alésages doivent être colinéaires, c'est-à-dire en ligne droite.
D'habitude, ce type d'opération était effectué à l'aide d'une corde à piano ou d'un mandrin. Le presse-étoupe ou les bagues d'étanchéité étaient utilisés comme points de référence, puis des mesures étaient effectuées pour vérifier l'alignement des alésages. Cette méthode complexe en matière de mise en place et de mesure donnait des résultats incohérents et était très chronophage.
Alignement laser de la ligne d'arbre
L'utilisation d'un système de mesure laser a permis de réduire considérablement le temps nécessaire à l'alignement de la ligne d'arbre. Plus important encore, les mesures se sont avérées bien plus précises. La documentation d'un historique de travail étant essentielle, des rapports automatiques sur l'alignement final des alésages sont désormais générés.
 Figure 2
Figure 2
Les systèmes de mesure laser sont utilisés pour l'alignement de lignes d'arbres de différentes applications : cylindres d'extrusion devant être alignés sur une boîte de vitesses dans l'industrie du plastique, alésages de paliers lisses de vilebrequin dans les moteurs ou compresseurs diesel/au gaz naturel dans les industries du pétrole, du gaz et de l'énergie, alignement de tubes d'étambot dans le secteur naval, etc. Ces trois exemples montrent déjà la grande variété des opérations d'alignement.
Points de référence
Avant de commencer, rappelons l'intérêt des points de référence. Ces points sont utilisés pour faire en sorte que le point central de chaque alésage soit colinéaire (sur la même ligne). Pourquoi ? Parce que cette ligne représente l'axe de rotation de l'arbre. En d'autres termes, nous mesurons la rectitude. Pour ce faire, nous avons besoin de deux points de référence.
Imaginons que vous souhaitiez mesurer la rectitude d'un rail. Vous pouvez utiliser une règle de précision et des cales-étalons. Les cales-étalons sont généralement placés à chaque extrémité de l'objet à mesurer, et la règle de précision est placée sur le dessus, comme illustré dans l'exemple A ci-dessous. Ensuite, à l'aide d'une jauge d'épaisseur ou d'un comparateur à cadran, vous prenez une mesure le long du rail de manière à combler tout écart éventuel. La taille de la cale-étalon (dont la valeur est connue) est soustraite, et l'on obtient alors l'écart. Dans le cas présent, les points de référence sont les cales-étalons. Il est important de savoir que ces cales peuvent être positionnées n'importe où sur le rail.

Dans l'exemple B, vous pouvez voir que les cales-étalons sont positionnées à différents endroits sur le rail, ce qui donne des résultats différents. Le fait de pouvoir positionner les deux cales-étalons n'importe où sur le rail est un avantage de taille, car cela permet de définir la position optimale pour le réglage du rail. Nous pourrions modifier la position des points de référence de manière à ce que toutes les valeurs soient négatives ou positives, en fonction de la correction/du réglage optimal à obtenir.

La possibilité de modifier rapidement les points de référence lors de l'utilisation d'un système laser accélère le processus de mesure et offre également des possibilités supplémentaires.
Alignement de ligne d'arbre d'une pompe à carter scindé
Revenons à notre exemple de pompe à carter scindé. Le corps du palier lisse amovible présenté sur la photo ci-dessous est en réalité boulonné au carter de la pompe. Nous pouvons donc monter le laser en attendant que le couvercle supérieur soit remplacé. Le système d'alignement de ligne d'arbre E950 d'Easy-Laser a été utilisé pour cette application.
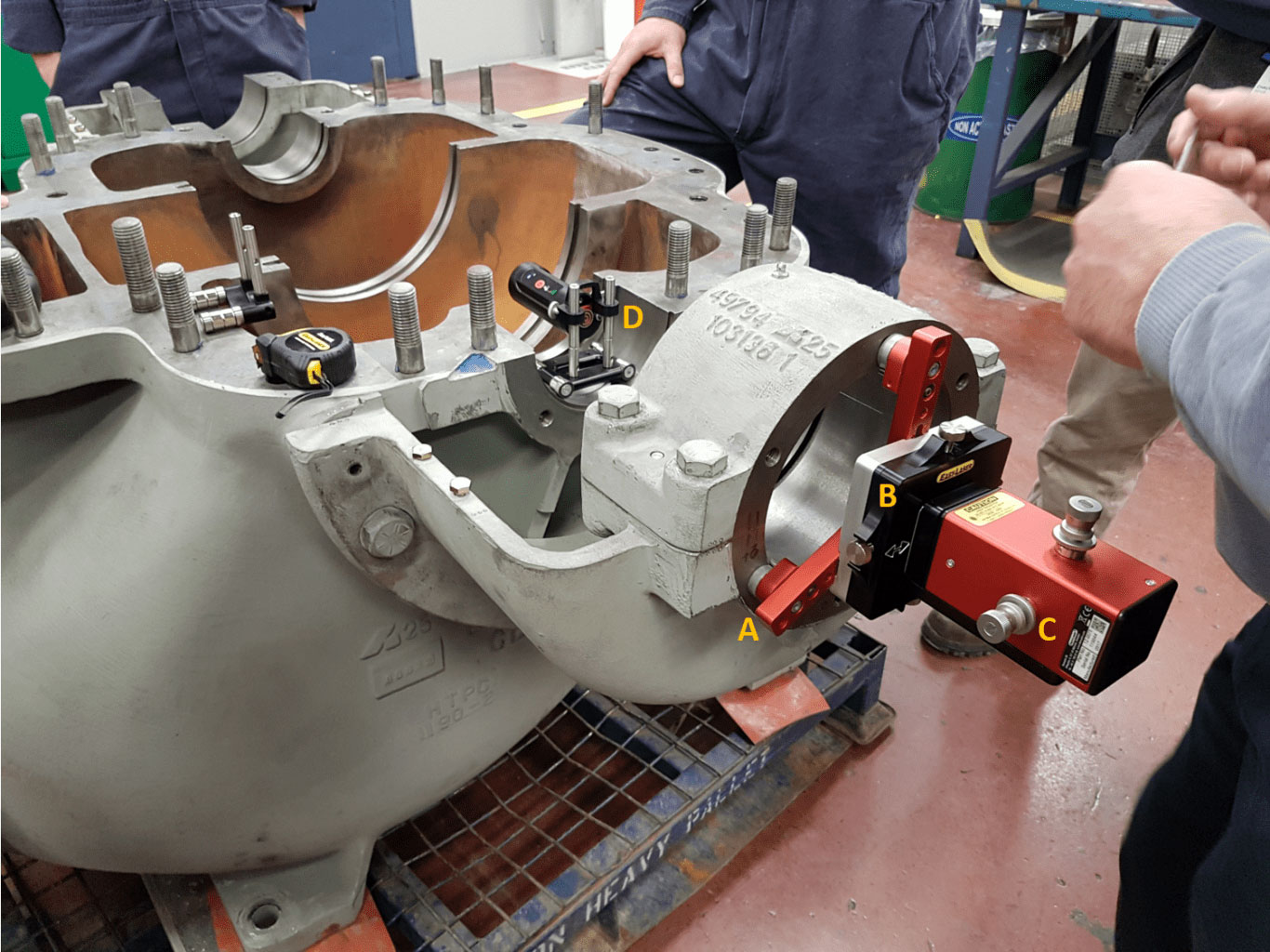 Figure 3
Figure 3
A – Les trois pieds de fixation magnétiques sont réglables pour s'adapter à différentes dimensions d'alésages. B – Le réglage du décalage du faisceau laser s'effectue à l'aide de quatre (4) vis sur le moyeu. C – Deux vis permettent de régler l'angle du faisceau laser, l'une pour le réglage horizontal, l'autre pour le réglage vertical. D – Le détecteur est fixé au support magnétique dans le presse-étoupe.
L'émetteur laser D75 est monté sur un moyeu soutenu par trois pieds et est fixé magnétiquement sur la face de la bride. Le réglage du décalage et de l'angle du faisceau laser s'effectue à l'aide des vis de réglage, ce qui facilite grandement l'alignement à vue.
 Figure 4
Figure 4
Maintenant que le couvercle est en place (voir Figure 4), nous pouvons positionner le détecteur au centre de l'alésage à l'aide d'un simple mètre ruban. Pour ce faire, nous faisons glisser le détecteur vers le haut ou vers le bas sur les tiges, puis nous réglons le faisceau laser de façon à ce qu'il touche le centre du détecteur. Cela permet de s'assurer que le laser touche le détecteur au point le plus éloigné.
Dans le cas présent, le détecteur est monté sur un support spécial pour alésage. Ses quatre pieds magnétiques lui permettent de pivoter autour de l'alésage à l'aide des inclinomètres électroniques intégrés, pour un positionnement précis.
Nous rapprochons ensuite le détecteur du faisceau (voir Figure 5, à gauche) avant de régler le décalage des moyeux pour placer le faisceau au centre de la cible du détecteur.
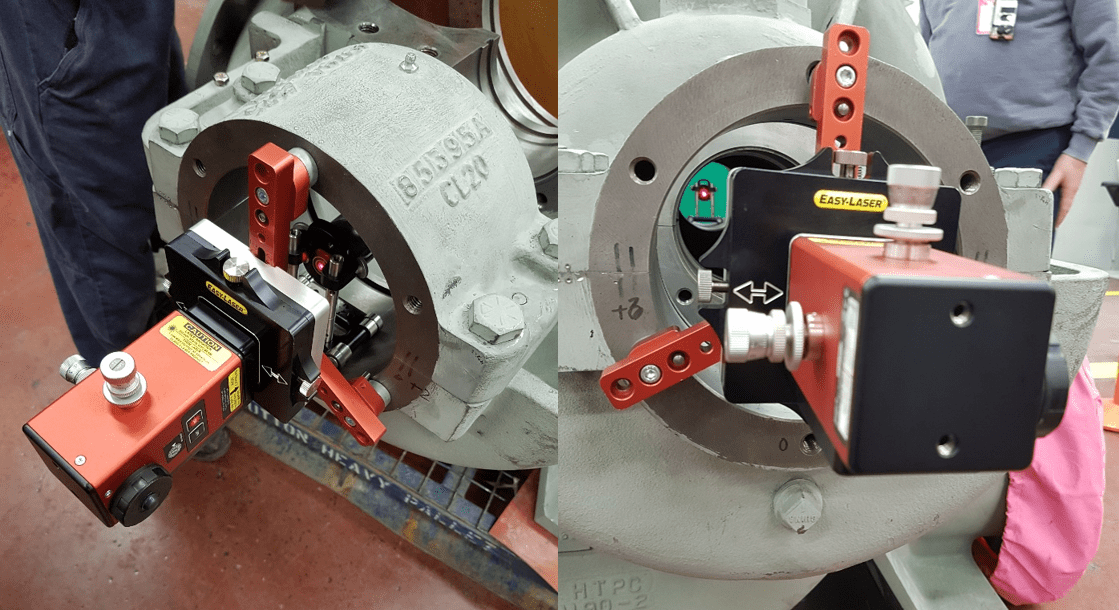 Figure 5
Figure 5
Puis, nous plaçons le détecteur sur le point le plus éloigné (voir Figure 5, à droite) et réglons l'angle du faisceau. Il suffit d'appuyer sur le bouton zéro (0) (dans le programme Valeurs de l'écran portable, voir Figure 6) lorsque le détecteur est proche et de régler le faisceau laser sur zéro lorsque le détecteur est éloigné. Ce rapide alignement à vue prend une dizaine de minutes. Maintenant, place à la mesure !
Pour cet alignement de ligne d'arbre, nous utiliserons les presse-étoupes comme points de référence. Les paliers lisses ou alésages usinés font partie du carter de la pompe et ne peuvent pas être réglés. Nous utiliserons ces points pour comparer les valeurs mesurées dans les paliers lisses. L'objectif est de prendre un total de six mesures, deux dans chaque corps de palier et une sur chaque presse-étoupe. La prise de deux mesures dans les paliers lisses nous permet de détecter tout défaut d'alignement angulaire. Les mesures sont prises sur six positions, deux sur le palier principal et une sur le presse-étoupe utilisé comme point de référence.
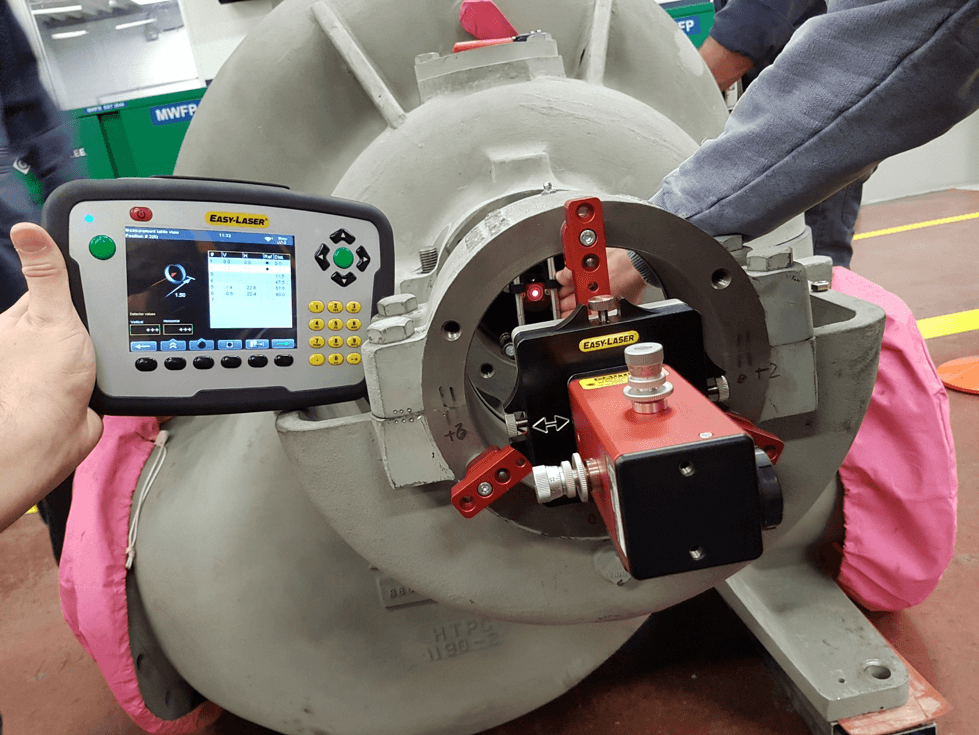 Figure 6
Figure 6
Nous pivotons le détecteur à l'intérieur des alésages et prenons des mesures aux positions 12, 3, 6 et 9. En pivotant le détecteur, nous obtenons le centre de l'alésage. C'est un avantage de taille, car cette opération est impossible à réaliser avec les méthodes traditionnelles.
Le diamètre des alésages du palier principal est de 17,78 cm et le diamètre de l'alésage du presse-étoupe est de 12,7 cm. La différence de taille des alésages n'est pas un problème. Nous mesurons d'abord le plus grand alésage, puis nous faisons glisser le détecteur sur les tiges pour mesurer les alésages plus petits.
Le détecteur présenté sur la Figure 7 se trouve dans le presse-étoupe à la position 9.
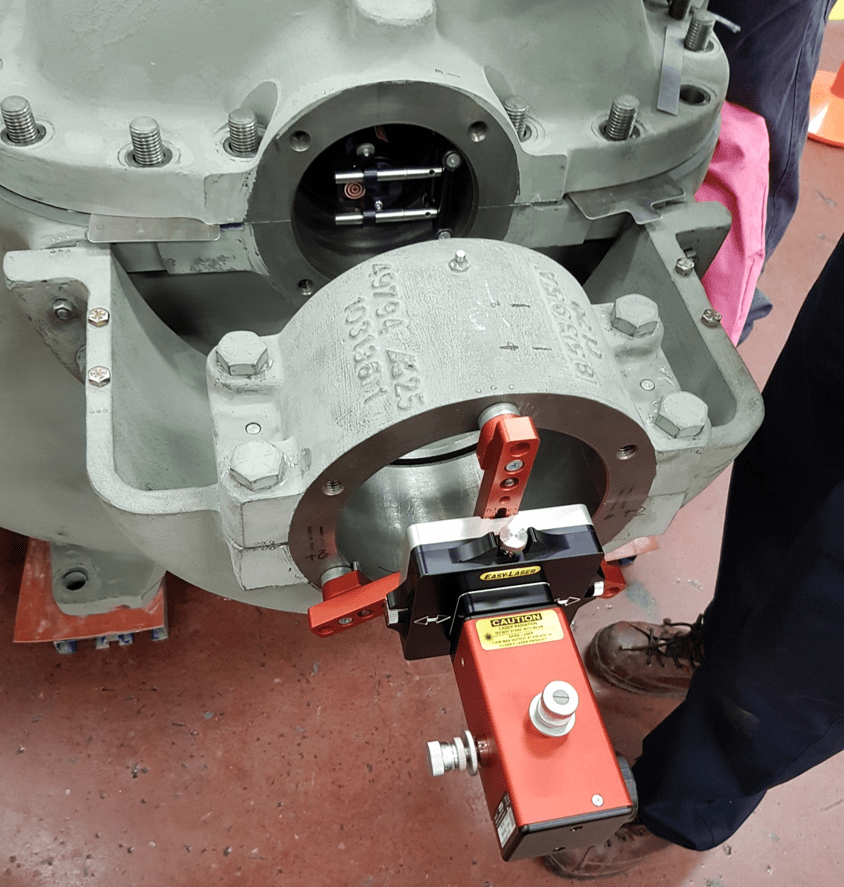 Figure 7
Figure 7
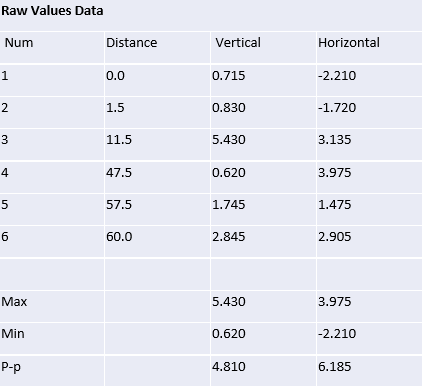
Le graphique ci-dessus montre les valeurs brutes qui ont été prises.
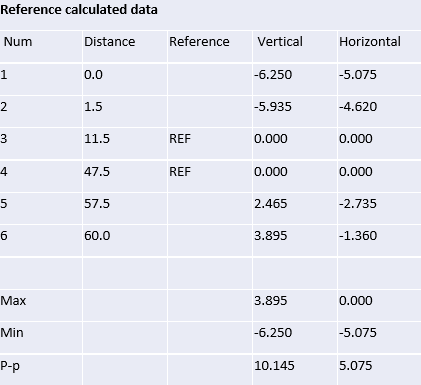
Le graphique ci-dessus montre les deux points de référence (points 3 et 4) qui ont été sélectionnés (presse-étoupe). Vous pouvez voir que les autres valeurs ont changé et montrent le résultat précis de la mesure des positions des paliers lisses.
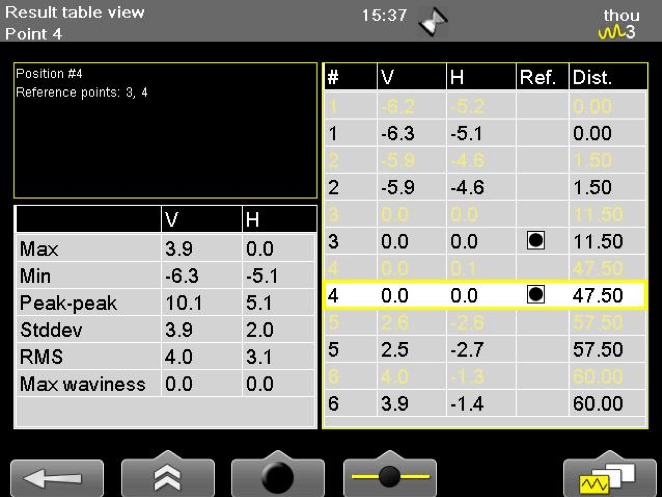
Bien entendu, les mesures sont prises deux fois. Ce dernier tableau montre les résultats du programme Rectitude, avec une répétabilité presque parfaite. Les deux opérateurs ont obtenu les mêmes résultats.
Une fois les points du palier (presse-étoupe) n° 3 et 4 définis comme points de référence (remise à zéro), nous obtenons nos points de réglage aux quatre points restants (n° 1, 2, 5 et 6). Le calcul de la moyenne des données de réglage pour les points de mesure de chaque palier nous permet de savoir de combien nous devons déplacer chaque palier (voir Figure 8). En se basant sur la remise à zéro, les paliers des presse-étoupes (n° 3 et 4), doivent être déplacés de 0,0508 millimètre vers la gauche et de 0,0762 millimètre vers le bas pour le palier arrière. Le palier avant (le plus proche du laser), doit quant à lui être déplacé de 0,127 millimètre vers la gauche et de 0,1524 millimètre vers le haut. Le palier avant a finalement été remis dans la bonne position.
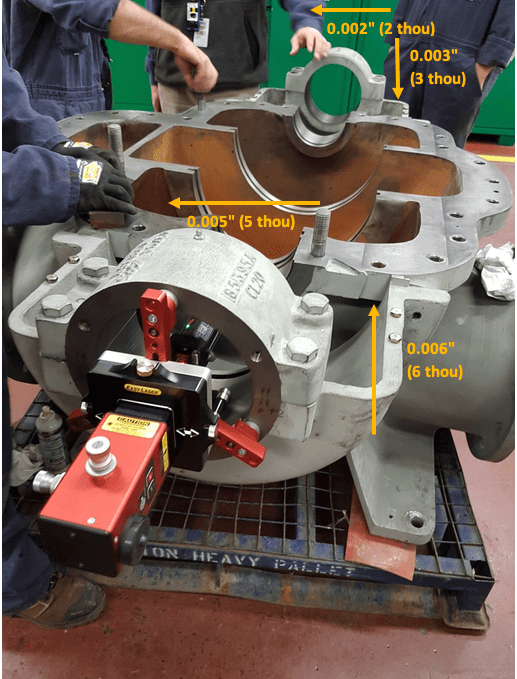 Figure 8 – Remarque : sur cette photo, la pompe est placée sur une palette lors du montage du laser et de l'étape d'analyse. La machine a toutefois été placée sur une base plane pour la prise de mesures finale. Nous avons également glissé des cales sous le couvercle pour compenser l'épaisseur du joint avant la mesure.
Figure 8 – Remarque : sur cette photo, la pompe est placée sur une palette lors du montage du laser et de l'étape d'analyse. La machine a toutefois été placée sur une base plane pour la prise de mesures finale. Nous avons également glissé des cales sous le couvercle pour compenser l'épaisseur du joint avant la mesure.
Conclusion
Comme nous l'avons déjà mentionné, il s'agit en substance de mesurer une ligne droite. La rotation vous permet d'utiliser cette mesure pour aligner les alésages à l'aide de deux points de référence. La mesure de la rectitude relève de la mesure géométrique, qui comprend la mesure du nivellement, de la planéité, de l'équerrage, de l'aplomb, du parallélisme, etc. Nous utilisons des outils optiques tels que des lasers pour prendre ces mesures. Les avantages des lasers sont la vitesse de mesure, la possibilité de modifier les points de référence qui permet de choisir le résultat/réglage optimal (qui nécessite le moins de travail), la précision accrue qu'offre l'affichage numérique, un coût inférieur par rapport à d'autres systèmes d'outillage optique et, surtout, les fonctions de documentation et de génération de rapports requises pour les opérations d'alignement modernes.
Ces types de mesures ne sont pas uniquement destinés à l'alignement des lignes d'arbres. Les mesures parallèles peuvent être utilisées pour les rouleaux dans les aciéries et les usines à papier. Des mesures d'équerrage peuvent être effectuées pour qualifier la précision des fraiseuses dans les ateliers d'usinage. La planéité de l'embase des machines peut également être mesurée, et constitue l'une des étapes les plus importantes de l'installation d'une machine. D'autres éléments doivent également être prendre en compte. Par exemple, qu'est-ce qui justifie le recours à des mesures géométrique dans vos processus ?
Cet article a été initialement publié sur le blog de Benchmark PDM.

