In vielen Industriebereichen werden täglich Geradheitsmessungen vorgenommen. Es werden beispielsweise Träger, Walzen, Rohre, Maschinenausgänge, Maschinentische und Förderbänder vermessen. Damit eine Maschine korrekt funktioniert und / oder fehlerfreie Teile produziert, ist Geradheit häufig eine Grundvoraussetzung.
Das Grundprinzip von Geradheitsmessungen ist, dass alle Messwerte die Position der Detektoreinheit in Bezug zum Laserstrahl anzeigen. Der Laserstrahl kann sich als ein sehr, sehr langes, absolut gerades und gewichtsloses Lineal vorgestellt werden.
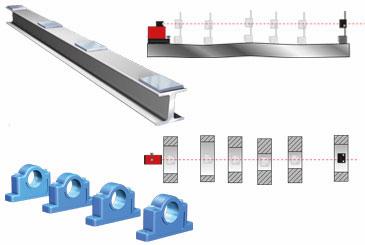
Zuerst wird der Laserstrahl grob am Messobjekt entlang ausgerichtet. Der Detektor wird dann an den gewählten Messpunkten positioniert, und die Messwerte werden erfasst. Entsprechend der Messung werden zwei der Messpunkte auf Null gesetzt und die anderen Punkte für diese Bezugslinie neu berechnet. Es können neue Messpunkte hinzugefügt oder entfernt werden. Für alle Punkte kann ein Versatzwert angegeben werden, der dann automatisch in die korrekte Berechnung der Einstellwerte einbezogen wird. Anpassungen können für ein kontinuierliches Feedback mit Echtzeit-Werten durchgeführt werden.
Wenn das Messobjekt das Bezugsobjekt sein soll (relatives Bezugsobjekt), wird der Laserstrahl auf den an den beiden Bezugspunkten positionierten Detektor ausgerichtet. Diese Ausrichtung wird immer nach dem gleichen Prinzip vorgenommen – der Laser wird auf Null gesetzt. Bei der Nutzung der horizontalen Referenzebene (absolutes Bezugsobjekt) wird der Laserstrahl mithilfe der Libellen am Lasersender (XT20 oder XT22) ausgerichtet. Dann werden alle Detektorwerte in Relation zur Horizontalebene angezeigt.
Es ist auch möglich, einfachere Geradheitsmessungen mit den S- und M-Einheiten (d. h. ohne die Verwendung separater Lasersender) durchzuführen, wenn die Geräte mit Laserpunkt-Technologie ausgestattet sind (verfügbar für u. a. das System XT770). Die S-Einheit wird als Bezugssender eingesetzt und die M-Einheit als Detektor. In diesem Fall kann jedoch keine horizontale Bezugsebene verwendet werden. Verwenden Sie das Programm zu Wertemessung und berechnen Sie die Geradheit manuell.