Rakhetsmätning görs dagligen på mängder av industrier. Exempelvis balkar, valsar, rör, maskingavlar, maskingejdrar och transportband. Rakhet är ofta grundförutsättningen för att en maskin ska fungera korrekt och/eller producera felfria detaljer.
Grundprincipen för rakhetsmätning med laser är att alla mätvärden kommer att visa detektorns position relativt laserstrålen. Strålen kan ses som en mycket lång, absolut rak och viktlös linjal.
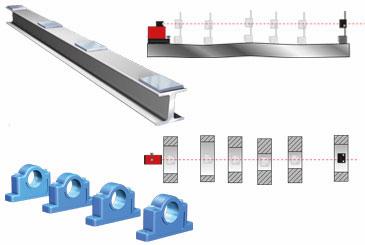
Strålen grovriktas först in längs mätobjektet. Därefter placeras detektorn på valda mätpunkter och värdena registreras. Efter mätningen sätts lämpligen två av mätpunkterna till noll, då räknas övriga punkter om till denna referenslinje. Nya mätpunkter kan läggas till eller tas bort från redan befintliga. Ett offsetvärde för alla punkter kan läggas in för automatisk beräkning av korrekt justervärde. Injusteringen kan göras med live-värden för kontinuerlig återkoppling.
Då mätobjektet skall vara referens (relativ referens) nivelleras lasern till detektorn på de två referenspunkterna. Denna nivellering utförs alltid enligt samma princip - nollställning av lasern. Vid vågplan som referens (absolut referens) används en laserstråle som nivelleras enligt libellerna på lasersändaren (XT20 eller XT22). Därefter visas alla detektorvärden i förhållande till vågplanet.
Det går även att genomföra enklare rakhetsmätning med S- och M-enhet (d.v.s. ingen separat lasersändare används), om enheterna har punktlaser-teknologi (finns i till exempel system XT770). S-enheten används som referenssändare och M-enheten används som detektor. Det går dock inte att använda vågplan som referens i detta fall. Använd mätprogram Värde och beräkna rakheten manuellt.