

Stefan Stålhandske, Produktionstekniker på Emba Machinery.
Vad gör Embas maskiner?
Stefan Stålhandske, Produktionstekniker på Emba svarar:
Förenklat uttryckt, tillför ett wellpappark flexografiskt tryck, slitsar, stansar, limmar och viker sedan arket till en platt låda. Den slutliga förpackningen måste vara av bästa kvalitet då det ofta är det första du ser när du köper en vara. I kvalitet ingår även att förpackningen måste vara stark, det vill säga wellpapparket måste bibehålla sin styrka genom konverteringsprocessen. Den ska skydda packad produkt under transport och hantering och den måste tåla att staplas. Det ska gå fort att tillverka och det ska gå fort att ställa om maskinerna till annat format. Vissa av Embas maskinmodeller producerar upp till 440 ark per minut. Försök se det framför dig!

Några exempel på produkter som tillverkas i Embas maskiner.
Högt ställda krav på produktkvalitet, maskintillgänglighet och tillverknings-hastighet alltså. Beskriv hur detta påverkar vikten av maskinernas kvalitet?
Maskinerna består av många mekaniska delar såväl fasta som rörliga delar i form av linjärstyrningar och roterande komponenter. Många delar är beroende av varandra. Emba har höga krav på sig själva och sina leverantörer. En egen mätavdelning kontrollerar maskinbearbetade detaljer. Monteringsrutiner bygger på samlad erfarenhet samt generellt tillämpade krav och toleranser. Tidigare tillverkades många maskindelar i våra egna produktionslokaler i Örebro vilket medförde mycket god kontroll på tillverkade detaljer och spårbarhet till maskinerna som de tillverkats i. Idag har vi fler leverantörer som ska tillverka med samma höga noggrannhet vilket medfört att vi varit tvungna att skapa nya rutiner och hitta nya kontrollverktyg.
Varför tog man beslutet att införskaffa laserinstrument?
Primärt anskaffades utrustningen för att kvalitetssäkra och säkerställa att alla maskinenheter monteras korrekt med avseende på stativens uppriktning hålcentrum-hålcentrum, vinkelräthet samt parallellitet. Tidigare mätmetoder så som kryssmätning samt mätning med specialtillverkade verktyg skall ersättas för att få en bättre metod att hantera och dokumentera mätresultat. Vidare ansåg vi att utrustningen kan ge oss framtida möjlighet att mäta in hela maskinlinjen. Många av maskindelarna är stora och tunga och kräver ett mobilt mätsystem.
Så här kryssmättes delar av maskinen tidigare.
Vad var det som gjorde att ni valde Easy-Laser?
Genom ett tidigare möte på en industrimässa har Embas utvecklingsavdelning lärt känna produkten. Bemötandet från Easy-Laser samt mångsidigheten som instrumenten erbjuder gjorde valet enkelt, skulle jag säga.

Planhetsmätning av maskingavel efter bearbetning.
Mångsidighet säger du, berätta vilka mätningar utför ni?
Planhetsmätningar på stora och tunga komponenter samt rakhetsmätningar på långa balkar med linjärstyrningar. Vid montering riktar vi maskingavlar med hjälp av hålcentrering/axeluppriktning. Då mäter vi även rakhet och rätvinklighet samt parallellitet mellan olika linjära rörelser. Dessa mätningar utförs med ett E720-system kompletterat med fixturer. För mätning av parallellitet mellan valsar har vi valt att komplettera med ett kit för valsuppriktning. Dessutom har instrumenten nyttjats till att mäta i verktygsmaskin och för att kontrollera hur diabasskivor står i förhållande till våg. Så ja, mångsidighet är verkligen ordet.

Kontroll av valsparallellitet.
Hur har kunskapen i att använda instrumenten säkerställts?
Mjukvarorna är användarvänliga men många av användarna har aldrig hanterat den här typen av utrustning. Så det har genomförts två utbildningstillfällen med Easy-Laser på totalt 4 dagar. Utbildning har skett hos Emba i maskiner under byggnation. Utbildningen som varvade teori med praktiska övningar uppdelades så att man vid första tillfället började med grundläggande geometriska mätningar och hålcentrering. Vid det andra tillfället fokuserades det på mätning av valsparallellitet samt egenkontroll av detektorer och nivellering av lasersändare.
Berätta hur mätningarna utfördes tidigare och vad mervärdet med Easy-Laser är?
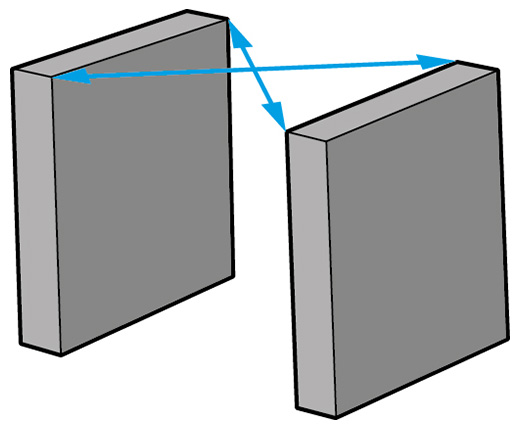
I vissa mätningar har vi ersatt don och indikatorklockor. Med laserinstrumentet utförs mätningarna snabbare och är man osäker på mätdata så är det lätt att mäta om. Men framförallt blir mätningarna mer tillförlitliga. Som ett exempel har vi linjärstyrningar monterade på balkar som ska röra sig parallellt med andra linjärstyrningar monterade på andra balkar. När vi tidigare mätte dessa med indikatorklockor så kunde vi inte fånga upp en lokal avvikelse på samma sätt som idag.
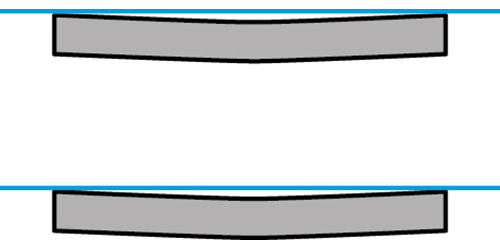
Linjärstyrningarna kan vara parallella men bägge balkarna kan vara sneda på samma ställe.
Vårt laserinstrument ger oss nu möjlighet att lokalisera även dessa avvikelser.
I några fall har tidigare mätförfaranden ersatts så att vi nu istället mäter maskinen från andra positioner som är mer relevanta för maskinens förutsättningar. Vissa mätningar har inte utförts tidigare. Att vi nu kan utföra dessa mätningar ger oss ett underlag i diskussioner med våra leverantörer och bidrar till vårt arbete med att ständigt förbättra vår kvalitet.
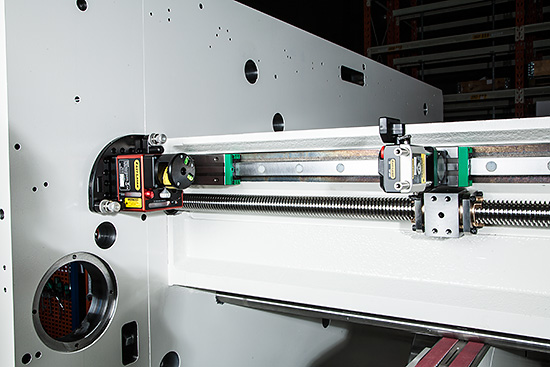
Rakhetsmätning av linjärstyrning med lasersändare D22 från system E720.
Emba använder nu ett system för valsuppriktning för att mäta att valsarna är parallella med varandra. Vad händer om de inte är parallella?
Några av de mest kritiska valsarna sitter i tryckverken. Om valsarna inte är korrekt avvägda kan det medföra att trycket positioneras fel på förpackningen vilket är oacceptabelt. Om inmatningsbordet inte är i linje med maskinlinjen får man en skev tryckbild, sneda slitsar, sned stansning samt ett vikresultat som faller utanför toleranserna vilket också är helt oacceptabelt. Eftersom Embas maskiner är erkända för att ha god spännvidd vad gäller format samt hög maskinhastighet är maskinuppriktningen från enhetsnivå till hela maskinlinjen en viktig del i målet att nå en bra slutprodukt, det vill säga en perfekt låda.
Hur kontrollerades valsparallellitet tidigare och vad är fördelen med att använda Easy-Laser?
Vid enhetsbygge förlitade vi oss på kryssmätningsmetoden samt avvägning med hjälp av maskinpass. Kryssmätningsmetoden är svår eftersom åtkomst av referenspunkter kan vara besvärlig eller obefintlig. Vid maskininstallationer förlitar vi oss på specialtillverkade distanser mellan enheterna för att uppnå parallelliteten och maskinpass för avvägning. Där det är möjligt kan vi med hjälp av måttband göra omslagsmätning mellan vissa valsar. Med laserinstrumentet har vi möjlighet att mäta upp hela eller delar av maskinen för att sedan kunna följa eventuella justeringarna av valsar i ”live” läge.

Inmatningsbordet är ytterligare en del av maskinen som mäts med Easy-Laser®.
Här vill man kontrollera bland annat att valsarna är parallella och vinkelräta till bordet.
Era maskiner skeppas delade i mindre enheter i containrar, och byggs ihop igen på plats hos kund. Det måste ställa stora krav på era tekniker?
Absolut! Inför överlämnande till kund utför vi tester enligt särskilt testprotokoll. Testerna görs under produktionslika förhållanden och man mäter bland annat registervariationer avseende positionering av tryck, slits samt stans. Position på tryck, slits och stans ska vara repeterbart inom tolerans oavsett maskinhastighet.
Nya mätmetoder med hjälp av det nyanskaffade laserinstrumentet kommer i framtiden att ge bättre kontroll över maskinuppställningen vilket bör generera en snabbare och säkrare uppstart av produktion i EMBA maskinen.
Tack Stefan för att vi fick möjlighet att berätta hur ni använder Easy-Laser!
www.emba.com

