
Repeterbarhet
Repeterbarhet anger hur konsekventa mätresultaten är vid på varandra följande avläsningar.
Laseruppriktningssystem kan ge hög repeterbarhet och reproducerbara mätningar med bara ett fåtal komponenter monterade på roterande maskiner. Vid felsökning av orsaker till bristande repeterbarhet underlättar det om man kan identifiera några av de vanligaste felorsakerna, som är lättast att åtgärda.
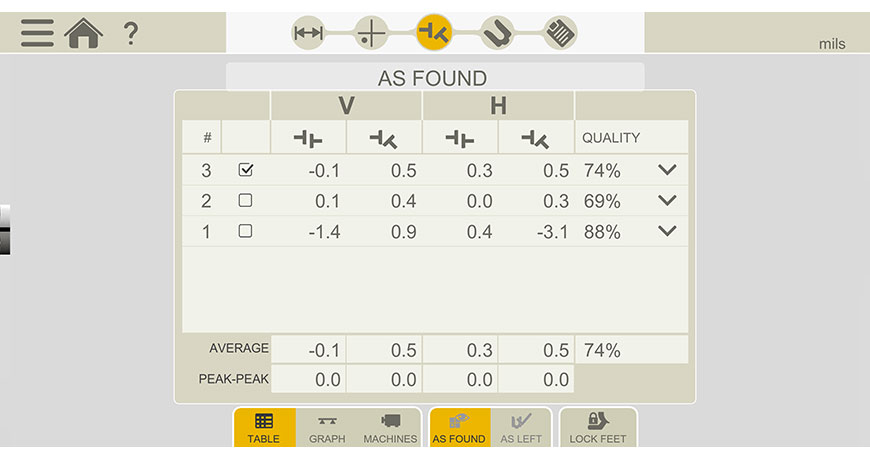 Värden före uppriktning i XT Alignment-appen (mått i tum).
Värden före uppriktning i XT Alignment-appen (mått i tum).
Kontrollera nedanstående punkter för att undvika bristande repeterbarhet:
- Att komponenter som mätenheter och fästen sitter ordentligt fast på axlarna och är säkrade så att de inte kan glida eller vicka.
- Att mätenheter inte stryker eller slår mot stationära komponenter under svepmätning.
- Att påverkan från kopplingsspel minimeras.
- Att lämpligt mätläge för den aktuella utrustningen används, det vill säga svep, multipunkt, 9-12-3 etc.
- Att rotationsriktningen är densamma under hela mätningen om mätningen görs med svepfunktion. Låt aldrig huvudena rotera i motsatt riktning.
Att säkerställa uppriktningssystemets repeterbarhet är ett av de viktigaste momenten vid axeluppriktning. Det kan göra skillnaden mellan ett enkelt jobb och ett jobb där du hela tiden jagar korrigeringar.
Respons på korrigeringar
Utöver repeterbarhet vid mätning är det mycket viktigt att laseruppriktningssystemet kan visa korrekta justervärden för att rikta upp maskinerna. Om maskinerna inte reagerar korrekt på dessa korrigeringar, kommer du att jaga siffror under hela uppriktningsprocessen – och det är inte roligt!
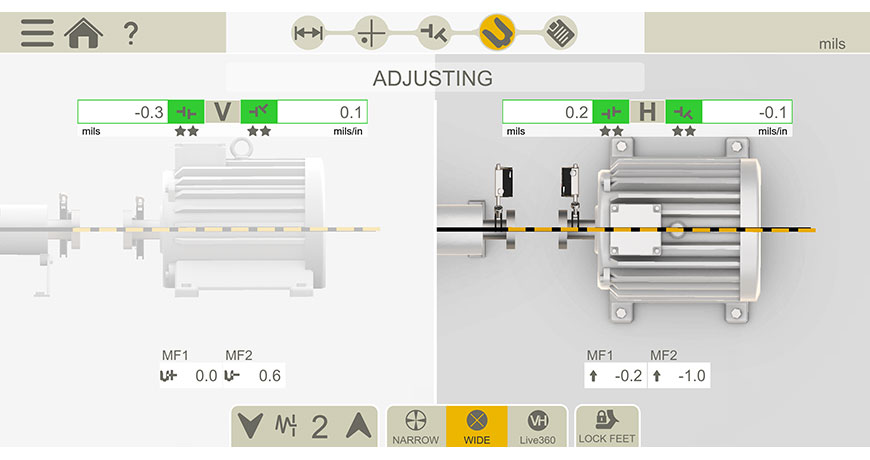 Live-justeringsvyn i XT Alignment-appen (mått i tum).
Live-justeringsvyn i XT Alignment-appen (mått i tum).
Om resultaten inte återspeglar utförda justeringar, kan det bero på något av nedanstående.
- Felaktiga mått har angivits för maskinerna. Korrekta mått är en förutsättning för att uppriktningssystemet ska kunna avgöra hur stora flyttningar som behövs.
- En styv koppling kan orsaka små förskjutningar av maskinaxlarna, vilket kan göra att axelcentrumlinjerna rapporteras felaktigt till uppriktningssystemet. Exakt mätning av rotationscentrumlinjer är en förutsättning för bestämning av uppriktningsfel mellan axlar.
- Mjukfot och andra negativa effekter kan omöjliggöra justering.
Utöver aspekterna ovan kan bristande respons på korrigeringar orsakas av vibrationer i omgivningen, extern belastning på maskinerna samt termiska effekter. Om du kan identifiera och hantera dessa orsaker blir uppriktningsarbetet enklare och kan utföras snabbare.
Gör ett rörprov
Om du gått igenom alla möjliga felkällor och fortfarande har problem, finns det ett enkelt prov som kan utföras i fält för att kontrollera att laseruppriktningssystemet fungerar korrekt.
- Montera mätenheterna med 150 till 250 mm mellanrum på en rörbit med diameter på minst 50 mm.
- Starta programmet för horisontell axeluppriktning och ange måtten för mätenheterna. Fotmått behöver inte anges.
- Om inte V-block används, gör mätningarna genom att rotera röret med händerna.
- Gör minst två separata mätningar där röret roteras 360 grader.
- Om systemet fungerar korrekt bör kopplingsresultatet vara noll eller mycket nära.

Lasersystem för axeluppriktning är tillförlitliga verktyg som ger resultat med hög repeterbarhet och gör axeluppriktning enklare. Med det sagt måste teknikerna veta att gjorda mätningar har minsta möjliga osäkerhet och fel. Det är där kalibreringen kommer in. Genom att regelbundet skicka in enheten för kalibreringskontroll säkerställer du att systemet är tillförlitligt. Här hittar du ditt närmaste Easy-Laser kalibreringscenter!
Innehållet i den här artikeln publicerades ursprungligen på Ludecas blog.

