
Denna artikel handlar om ett uppriktningsjobb på en maskin för plastfilm. En ny produkt kräver en tillbyggnad av maskinen, vilket enkelt förklarat är ett stativ med ett antal valsar som ska kunna hakas på en befintlig maskin när det kommer en order. När ordern är producerad ska stativet lyftas av igen för den normala produktionen.
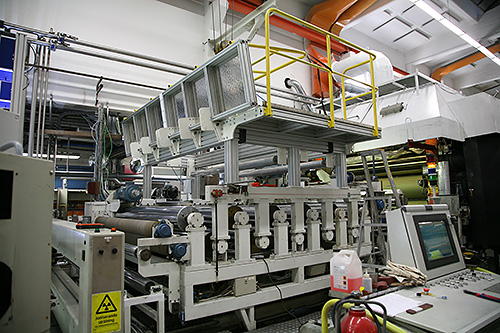
Stativet ska kunna lyftas av och på efter behov på den befintliga maskinen.
Kunden planerar att införskaffa ett eget mätsystem för att få bättre kontroll på valsarnas position över huvud taget i anläggningen, och har då valt det flexibla Easy-Laser® E970. Vår tekniker Jan Oscander utför uppdraget som en kombination av utbildning och mätjobb. På så vis får Jan även tillgång till några medhjälpare under arbetets gång! Det är en annan erfarenhet man får efter några år i branschen, att det är bra att vara två personer, då det annars blir mycket onödigt klättrande upp och ner, eller gående fram och tillbaka, på maskinerna mellan lasersändaren och mätplatsen där detektorn sitter.
Den mätutrustning som användes var ett Easy-Laser® E970 med lasersändare och vinkelprisma monterade på stativ, och det digitala maskinpasset E290. Som redan antytts behövdes det ytterligare några delar för att klara av mätningen, men mer om det senare.

Injustering av vinkelprisma mot lasersändare D22.
Arbetet startades upp med att mäta in en referensvals, som vi kan återgå till varje gång mätutrustningen behöver flyttas. Dessutom sätts två baslinjemarkeringar i golvet på långt avstånd från lasersändarens placering. Markeringarna används för att rikta in lasersändaren igen parallellt med maskinen, om stativet skulle råka flyttas.

Baslinjemarkeringar placerades på långt avstånd och väl skyddade platser.
Under tiden som vi mäter på maskinen så håller kundens egna tekniker på med byte av en vals. Och självklart får vi en överraskning när vi är tillbaka efter ett lunchuppehåll; det visar sig att de har skjutit iväg en del av maskinen (som står på räls) för att komma åt denna vals, och vi kommer nu inte längre åt vår referensvals! Vi mäter istället upp en annan lämplig vals och använder som referens. Vi låter sedan denna detektor sitta kvar på valsen som en referensdetektor. Vi kan nu när som helst jämföra den detektorns mätvärde mot det vi hade från start och på så sätt kontrollera att lasersändaren inte rubbats under tiden vi mäter.

En referensdetektor användes för att säkerställa att lasersändaren inte rubbats ur position.
När man har ett mätuppdrag under ”normal” arbetstid på en fabrik så är det alltid nyfikna personer som kommer fram. Det är förvisso roligt, men det gäller att vara vaksam på att ingen stöter till mätutrustningen.
Tillbaka till själva mätuppdraget. Först riktade vi in själva stativkonstruktionen mot den befintliga maskinen. När det var gjort svetsades nya konfästen på plats för denna som gör att stativet kan lyftas på och av med en travers.

Första steget var att svetsa fast koniska fästen på vilka stativet kan sänkas ned med precision.
Nästa steg var att justera in alla valsar på stativet. Dessa var bara grovt injusterade från tillverkaren. Och nu kom nästa överraskning; justerplåtarna som en del av valsarna hängde i medgav inte individuell justering av vertikal och horisontell position. Detta gjorde att varje gång som den horisontella positionen justerades ändrades även den vertikala något! Detta förlängde med säkerhet tiden för justeringsarbetet flera gånger om. Här kan man göra en reflektion kring vikten av att den som konstruerar en maskin även bör förstå hur den ska justeras och mätas in.

På bilden syns hur justerplåtarna för valsarna sitter med skruvar i två springor. Samma skruvar lossas alltså för att justera både horisontellt och vertikalt.
Med maskinpasset gick det förvisso snabbt att kontrollera den vertikala positionen efter varje justering. Vi sista mätningen sparades sedan även dessa mätvärden ner till rapporten, genom att koppla in maskinpasset till lasermätsystemets avläsningsenhet.
Som alla vet som mäter och riktar valsar så är åtkomligheten i maskinerna ofta begränsad. Så också här. För en av de övre valsarna fick detektorstängerna förlängas med 1 meter för att få fri siktlinje. Då är ett par set extra stänger i verktygslådan skillnaden mellan succé eller fiasko för en arbetsdag.

För att få fri sikt till detektorn för en av valsarna behövde stängerna förlängas med över en meter.
Vad som inte ryms i verktygslådan men som kan vara bra att ha är fantasi. Det behövdes lite av den varan då en av valsarna var belagd med korta borst. Ytan var alltså inte jämn, och inte heller magnetisk. För den horisontella positionen användes då glidfixturen med kedja runt valsen. Fötterna kunde då stå mellan borsten på ett tillförlitligt sätt under mätning. Men för den vertikala positionen och maskinpasset hämtades från verkstaden i fabriken ett vanligt vattenpass som lämpligt nog hade en skålad yta som passade in på valsens profil! Nu kunde det elektroniska passet ställas ovanpå detta. Tilläggas ska att denna vals naturligtvis inte krävde super-noggrann inställning.
Som avslutning kan vi säga att det är teknikerns som måste förstå problemet och lösa det, inte mätsystemet, men ett flexibelt mätsystem kan vara avgörande för att ge möjlighet till lösningar. Den utbyggbarhet och anpassningsbarhet till olika mätuppdrag som Easy-Laser® erbjuder är uppskattad av många mät- och uppriktningstekniker. Det är även teknikern som måste förstå och avgöra hur noggrant arbetet ska göras, självklart ihop med givna toleranser som del i beslutet. Ett gott tålamod behövs många gånger också, och här får vi passa på att tacka personalen från maskinfirman som byggt stativet för all hjälp under injusteringarna.

