
Kopplingen var rund men hålet i balken var fyrkantigt, precis lagom stort för kopplingen att löpa igenom. Med en cirkel gående igenom det kvadratformade hålet var det bara hörnen av det som var öppna. Detta innebar att siktlinjen mellan de två lasrarna var begränsad. På grund av hindret fanns det inget sätt att inhämta data med en kontinuerlig registrering av mätdata under rotation. Vi bestämde oss för att göra avläsningar i varje åtkomligt hörn med vårt dubbelstråle-system XT660. Vi skulle ha kunnat registrera bara en punkt i varje 45-gradersposition. Men det är alltid bra att läsa av flera punkter. Vi registrerade därför tre punkter (nära varandra) i varje hörn. Med två rotationer fick vi en utmärkt repeterbarhet. När vi hade repeterbara avläsningar flyttade vi maskinen enligt det uträknade uppriktningsresultatet och riktade upp den efter vår kunds anpassade toleranser.
Lätt att ange anpassade toleranser
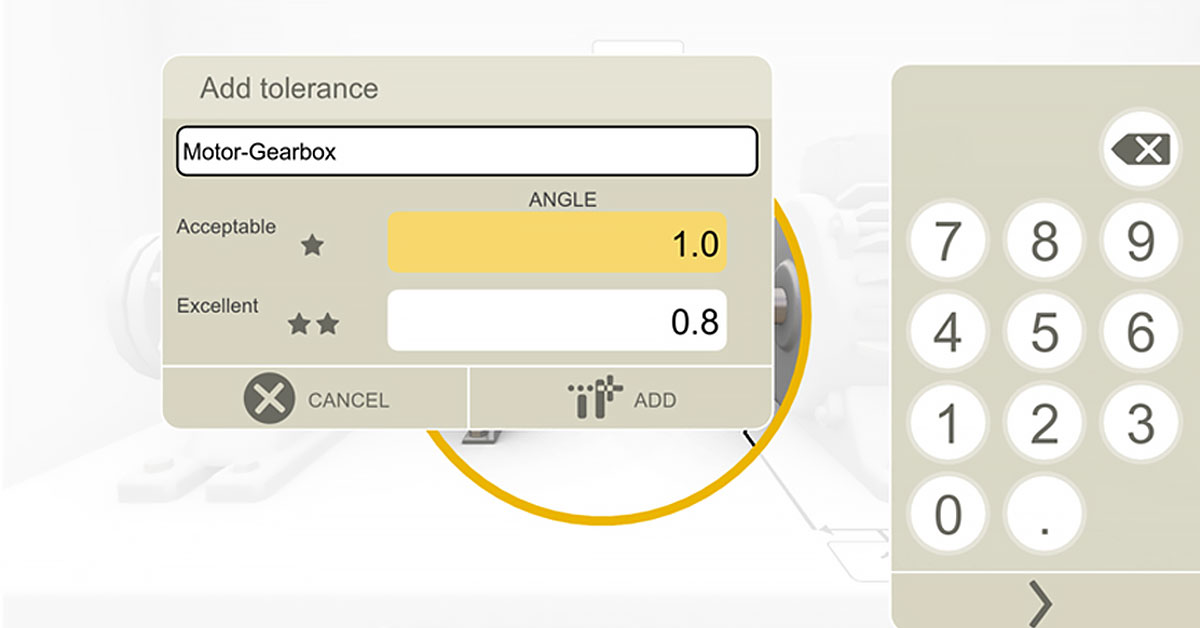
Många gånger ställs vi inför knepiga uppriktningssituationer. Då är det bra att ha ett uppriktningsverktyg som är väldigt lätt att använda men samtidigt flexibelt att anpassa i dessa situationer. Att det går att växla mellan mätmetoder i Easy-Laser® XT660 (i det här fallet till Multipunkt-läget) hjälpte oss mycket i det här fallet. En stor hjälp var också att det går att anpassa våra toleranser med verktyget efter kundens specifika behov. Kunden ville inte använda vare sig de inbyggda Easy-Laser-toleranserna eller ANSI-standardtoleranserna som ingår i systemet. I stället ville de rikta upp maskinerna inom 0,1 mm/m (1,0 tusendels tum/10 tum) av angivet vinkelfel vid respektive flexplan. Så vi skapade en anpassad tolerans direkt i verktyget för det här jobbet. Kunden blev nöjd med uppriktningen och med rapporten som genererades med deras toleranser.
Adam Stredel CRL
Ludeca, Inc.
Den här artikeln publicerades ursprungligen på Ludecas blogg.

