
När man ska ta vara på kraften i en flod behöver man reglersystem som fungerar. Dammluckorna reglerar nivån i dammen och i det här fallet lyfts och sänks dem med två snäckdrev som är cirka 10 meter från varandra. Det är med andra ord en stor lucka. Drivmotorn och växellådan är monterade i mitten och hela systemet skulle bytas. Som med allt maskininstallationsarbete var det en hel del uppriktningar som behövde göras, bland annat på de två drivaxlarna som är 4,5 m långa.
 Ett av snäckdreven
Ett av snäckdreven
Chad Hansen från CH Mechanical anlitades för att utföra axeluppriktningen på hela drevet. Chad äger ett XT660-axeluppriktningsverktyg från Easy-Laser som kan mäta ett avstånd på över 20 meter. Han är säker på att han kan utföra det här jobbet eftersom det största avståndet från snäckdrev till snäckdrev är 10 meter. Men arbetet börjar inte på plats utan först på verkstaden.
Rikta upp drivenheten
Det här är drivenheten (bilden nedan) för de två mellanaxlarna som driver snäckdreven som öppnar och stänger luckan. En ny bas har tillverkats, vilket i sig är ett fantastiskt fint arbete! Notera att den har fyra olika nivåer och höjder där maskinkomponenter är fästa. Det är totalt sexton (16) förankringsbultar med individuella monteringsfotplattor. Alla dessa monteringsytor ska vara koplanära (plana). Och alla höjder ska vara parallella med varandra. Jag går inte mera in på hur viktig basens planhet är här. Det får bli ämnet för ett annat inlägg.
 Drivenheten
Drivenheten
Låt oss titta på maskinens komponenter. En stor motor med standardmonteringsfötter har en axel kopplad med en kedjekoppling. Denna ansluter till den korta kopplingen med mellandel som stöds av två stålager. Denna är förbunden med en flänsmonterad fast koppling som sedan ansluter till en trumbroms som är monterad på växellådans ingående axel. Och nu växellådan. Den ena utgående axeln syns tydligt där den kommer ut på växellådans framsida (till vänster på bilden) med axeln parallellt med motoraxeln. Den andra axeln är svårare att se, på motsatta sidan under trumbromsens stödbock, som löper under motorn. Motorn och stålagerbasen tas bort under installationen, men denna förmontering görs för att säkerställa att allt passar utan att vara bultbundet eller basbundet.
Det viktigaste med installationen av denna maskin är monteringen av växellådan och inställningen av bromsen och det är där Chad börjar. Växellådans ingående axel måste vara parallell med bromsens monteringsyta. Detta kan uppnås genom att shimsa växellådan och/eller bromsen. Det är vanligtvis en kombination av båda för att få en optimal flyttning, men det väl investerad tid. Slutmålet är att växellådsaxeln inte ska vika av när bromsen ansätts. Alltså ingen vinkel eller offset. I nästa steg riktas kopplingen med mellandel upp mot växellådsaxeln. Det är en fast koppling, så det bästa sättet att göra detta är med kopplingen öppen (separerad). Det görs med hjälp av de två inbyggda elektroniska inklinometrarna i mätenheterna och med antingen mätmetoden 9-12-3 eller EasyTurn. Oavsett vilken man väljer så får man en hög noggrannhet och repeterbar uppriktning.
Efter detta kan man rikta upp motorn mot kopplingen med mellandel. Med axeluppriktningsverktyget XT660 har Chad olika mätmetodsalternativ eftersom detta uppriktningsarbete är viktigt. Här kan han använda mätmetoden Multipunkt och göra en serie med mätningar. Han kan rikta upp motorn mot kopplingen med mellandel och sedan gå över toppen för att rikta upp motorn med växellådsaxeln, vilket han väljer att göra. Han kan använda de nya ANSI-standardtoleranserna som finns på skärmen och kommer att visas i rapporten.
Installera drivenheten och rikta upp mellanaxlarna
Hela växellåds- och drivenheten installeras på plats. Men lagerbocken, motorn och motorbasen har tagits bort för att lättare komma åt (bild nedan till vänster).
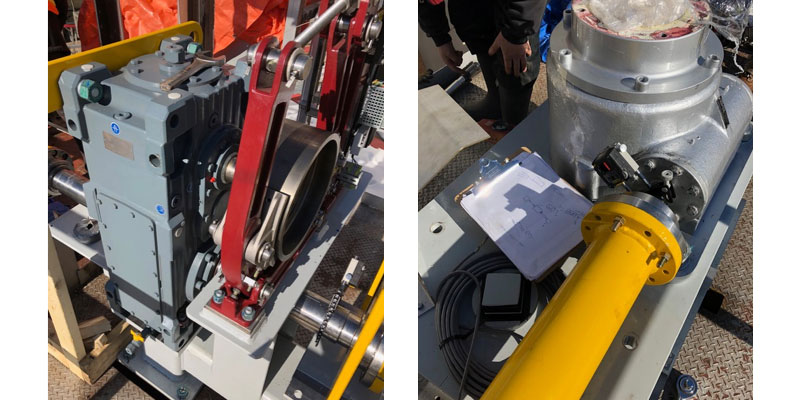
Mellanaxeln på höger sida installeras först, den närmast dammen. Du kan se den flyttbara laser-/detektorenheten monterad på den utgående axeln strax under trumbromsen. Snäckdrevet (bild ovan till höger) är den stationära maskinen med den andra lasern/detektorn monterad. Laseruppriktningsdata samlas in med hjälp av mätmetoden EasyTurn. Resultatet visar hur stor uppriktningsavvikelsen är och i vilken riktning som maskinen behöver flyttas.

Laseruppriktningsarbetet är slutfört. Det är dock ett litet justeringsutrymme vid snäckdreven så de flesta korrigeringarna görs genom att flytta drivenheten. CH Mechanical använder sig av de nya ANSI-uppriktningstoleranserna för mellandelar/mellanaxlar. De är med god marginal inom specifikationerna, så det är ett väl utfört arbete. De exakta siffrorna ägs av dammen, så vi kan inte publicera dem här. Det är dock gott om marginal på en 4,5 m lång axel. Men därmed inte sagt att detta är snabbt gjort. Egentligen är det en riktigt komplex uppgift, men här utförd på ett enkelt sätt av Chad Hansen och hans axeluppriktningsverktyg Easy-Laser XT660.
Den här artikeln publicerades ursprungligen på Benchmark PDMs blogg.

