Jan Oscander, Försäljningsingenjör på Easy-Laser är ett stort fan av program Values, eller Mätvärde som det också heter på svenska. Så här säger han:
”Filosofin och tanken bakom att ha programmet Values i mätsystemen är att vara helt öppen och ärlig med hur mätenheterna fungerar. Det är egentligen bara två mätklockor, om än digitala och laserbaserade. Men med extrem precision och flexibilitet! När du använder Values-programmet kan du mäta exakt där du önskar i maskinen, och skapa dig en bättre förståelse för maskinens funktionalitet och kondition.
Våra övriga mätprogram har steg-för-steg-vägledning och hjälper användaren med alla svåra beräkningar direkt. De är gjorda för att vara så enkla som möjligt att använda för vilken tekniker som helst. Det kan man egentligen säga om Values också eftersom det är supertydliga mätvärden som visas, men du kan istället behöva förstå vad mätvärdena säger dig, för att sedan räkna fram rätt justering. Å andra sidan kan du mäta och rikta i princip allt du kan föreställa dig! Att ha denna förståelse för maskinen ger kraft åt själen!”
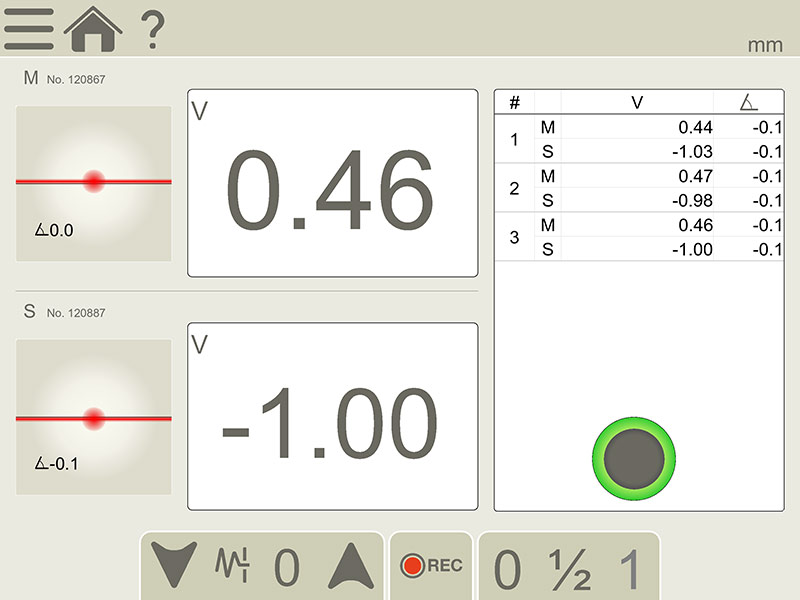 Program Values med enaxlig detektor. Vi ser de två mätenheternas vertikala mätvärden (V).
Program Values med enaxlig detektor. Vi ser de två mätenheternas vertikala mätvärden (V).
Punkt eller linje?
Program Values har varit del av Easy-Laser-systemen från starten. Det är ett typiskt exempel på vår filosofi om ”Straightforward by all measures”. För att få största möjliga utbyte av programmet bör du ha mätenheter med punktlaser-teknologi. För vissa applikationer är även en separat lasersändare att föredra, som exempelvis D22. Men det är mycket användbart även med linjelaserenheter.
Hur noggrant du kan mäta skiljer också av tekniska skäl mellan olika mätenheter, men en upplösning på 1/100 mm [0.5 mils] räcker oftast, även om möjligheten att mäta med tusendelar finns.
Några exempel på användningsområden
Jan förklarar vidare:
Jag skulle vilja ta några exempel så du kan förstå flexibiliteten och styrkan med program Values:
- Att kunna lyfta en axelända och verifiera vilket sammanlagt glapp det finns i de lager som axeln ligger i stärker oss i hur bra vi kan rikta just den här maskinen.
- Att ha mätenheterna placerade i position klockan 12, nolla och sedan lossa de monterade flänsarna på en pump (innan den är mediafylld), och se om spänningarna från dessa förband påverkar uppriktningen. Gör de det kommer pump och motor anpassa sig efter tiden, ”sätta sig”, och ändra centreringen vilket med stor sannolikhet kommer korta maskinens livslängd!
- Att belasta installationen för att se om fundamentet är styvt nog. Bara att klättra runt på en maskin kan påvisa ”mjukheter” som vi inte trodde fanns! Att göra detta innan maskinen startas upp kan förhindra många framtida problem.
- Du kan även spela in värden under en valfri tidsperiod med valfritt intervall, för att till exempel se om ett fundament ändrar sig när enheterna blir lastade. Alltså under driftförhållande.
- Ett annat exempel är om våra mätenheter (M och S) lyser på varandra, och vi därefter nollar mätvärdet och roterar axlarna. Då borde mätvärdet vara lågt hela varvet runt, om axlarna är centrerade mot varandra. Inom lagerglappsnivå! Ett snabbtest utan att behöva ange några maskinparametrar.
Kontroll av lagerglapp
Nu senast höll jag en utbildning i användandet av ett E-seriesystem (punktlaser) i en lagring för en vattenregleringslucka, det vill säga på vridpunkterna till luckan. Vid revisionen har man noterat skador på glidlagret, som man då vill ha en verifiering av vad de beror på och få en siffra på hur stort det eventuella felet är.
 Mätenheten monterad i rotationscentrum. Hela den blå delen roterar.
Mätenheten monterad i rotationscentrum. Hela den blå delen roterar.
 Laserträffpunkten från motstående sida.
Laserträffpunkten från motstående sida.
Vi började med att montera mätenheterna enligt ovan bild, med sändaren i rotationscentrum. Sedan startade vi program Values, roterade och konade in strålen till en punkt på motstående sida. Avståndet mellan lagren är ungefär 14 meter, men dessa mätenheter klarar 20 meter så marginal finns. Detta gjorde vi på båda sidor och då fick vi en visuell kontroll på att de pekar relativt bra mot varandra. Sedan gjorde vi vanlig axeluppriktning och fick en formell siffra på avvikelsen.

Då blir nästa steg att verifiera vad som orsakar avvikelsen. Nu monterar vi lasersändare D22 i lod, och vid tätningsytan på luckans sida, och pekar sedan strålen mot lagringen där vi monterar M-enheten på övre sidan.
 En tätningssida innan luckan är monterad.
En tätningssida innan luckan är monterad.
Sedan roterar vi lagringen 180°, sveper ner strålen, avläser värdet, halverar värdet och får en siffra. Samma mätning utförs på båda sidorna av dammluckan.
 Lasersändare D22 monterad med sina inbyggda magneter på tätningssidan.
Lasersändare D22 monterad med sina inbyggda magneter på tätningssidan.
 Mätenheten monterad på yttersidan.
Mätenheten monterad på yttersidan.
I det aktuella fallet kunde vi bevisa att det var tre gånger större glapp på ena sidan än på andra sidan och att glappets riktning stämde med den pekriktning vi fått fram från tidigare mätningar. Ingen tvekan på var åtgärden skall sättas in. Det vill säga där glappet var tre gånger större. Program Values, en rak och rätvinklig laserstråle tillsammans med en stor portion sunt förnuft hjälper oss fram till rätt beslut och åtgärd!
 Med vetskap om var problemet är infinner sig lugn, och vi kan studera utsikten från ovansidan dammluckan.
Med vetskap om var problemet är infinner sig lugn, och vi kan studera utsikten från ovansidan dammluckan.
Tack vare program Values är det många av våra användare som hittar helt nya sätt att förbättra och rikta sin maskinpark. Fortsätt mäta, och bli en bättre maskinkännare!
Jan Oscander
Försäljningsingenjör, Problemlösare, etc!

