Jan Oscander, Sales Engineer at Easy-Laser, is a big fan of the Values program. This is what he has to say about it:
”The philosophy and idea behind having the Values program in the measurement systems is to be completely open and honest regarding how the measuring units work. They are actually only two dial gauges, although they are digital and laser-based. But they are extremely precise and flexible. With the Values program you can measure exactly where you want in the machine, thus getting a better understanding of the machine's functionality and condition.
Our other measurement programs have step-by-step-guidance and help the user with all difficult calculations instantaneously. They are designed to be as user-friendly as possible, for any technician. That is true also for "Values" thanks to its incredibly easy-to-read displayed measurement values. However, just reading values may not be enough, you may also want to know what the measurement values mean so that you can make the right adjustment calculation. On the other hand, in principle, you can measure and align anything imaginable!
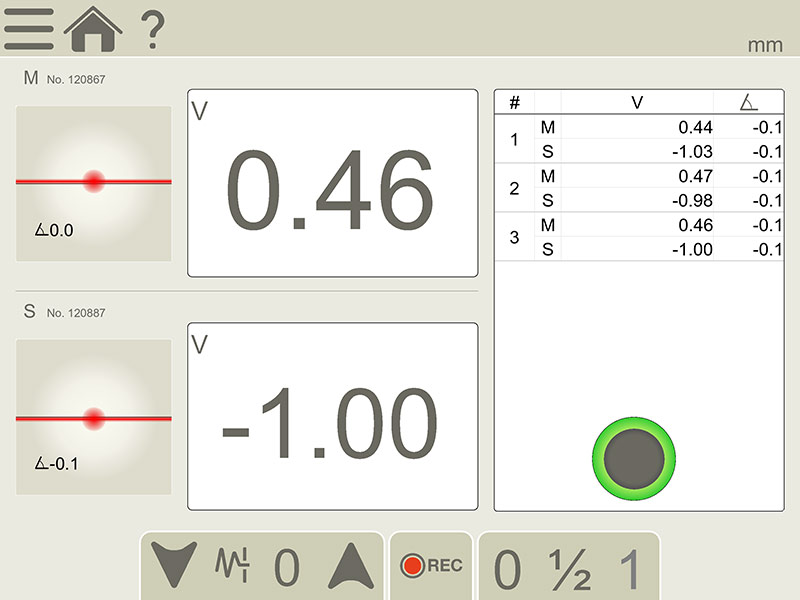 Program Values with single-axis detector. We see the two measurement devices' vertical measurement values (V).
Program Values with single-axis detector. We see the two measurement devices' vertical measurement values (V).
Dot or line?
The Values program has been part of the Easy-Laser systems from the beginning. This is just one example of our ”Straightforward by all measures” philosophy. In order to get the best out of the program, you should have measuring units with dot laser technology. For certain applications a separate laser transmitter, such as D22 for example, might be preferable. However, it can also be used with line laser units.
The accuracy of the measurement differs between measuring units for technical reasons, but a resolution of 1/100 mm [0.5 mils] is usually sufficient, even if there is an option to take measurements in thousandths [0.05 mils].
A few examples of areas of use
Jan goes on to explain:
"I would like to highlight a few examples in order for you to understand the flexibility and power of the Values program:
- Raising the end of a shaft and verifying the combined play in the bearings carrying the shaft helps us to find out how well we can align that particular machine.
- Having the measurement devices at the 12 o'clock position, zeroing and then loosening the mounted flanges on a pump (before it is filled with media), and then seeing if the stresses from these joints affect the alignment. If they do, the pump and motor will "settle" after time and the centering will be altered, which will most likely shorten the service life of the machine.
- Loading the installation to see if the base is sufficiently rigid. Simply climbing around on a machine can reveal ”weaknesses” that were not apparent before. Doing this prior to starting the machine can prevent many future problems.
- It is also possible to record values over a period of time at any interval, for example to see if any changes occur to the base when the machinery devices are loaded. I.e. under operating conditions. A dynamic check.
- A further example is if our measuring units (M and S) point the laser beams on each other, and we then reset the measurement values and rotate the shafts. The measurement value should then be low all the way around, if the shafts are centred towards each other. Within bearing play tolerance! A quick test without having to specify any machine parameters.
A real-life case: Checking bearing play
Most recently, I held a training course regarding the use of an E-series system (dot laser) on a bearing for a floodgate, i.e. at the pivot points of the gate. Upon inspection, damage was noted on the sliding bearing. We then wanted to find the cause of the damage and to obtain a figure to indicate the extent of the fault.
 Measuring unit mounted in the rotational centre. The entire blue section rotates.
Measuring unit mounted in the rotational centre. The entire blue section rotates.
 The laser hit point from the opposite side.
The laser hit point from the opposite side.
We started by mounting the measuring unit according to the image above, with the transmitter in the rotational centre. We then started the Values program, rotated and coned the beam to a point on the opposite side. The distance between the bearings is approximately 14 meters, but these measuring units have a range of 20 meters so there was plenty of margin. We did this on both sides to be able to check visually that they pointed towards each other relatively well. Then we performed a normal shaft alignment and obtained a formal figure for the deviation.

The next step was to check what was causing the deviation. We then mounted laser transmitter D22 vertically, and at the seal face on the side of the floodgate, and then directed the beam towards the bearing where we mounted the M unit on the upper side.
 A sealing side before the gate is installed.
A sealing side before the gate is installed.
We then rotated the bearing 180°, swept the beam downwards, read off the value, halved the value and thus obtained a figure. The same measurement was performed on both sides of the floodgate.
 Laser transmitter D22 mounted with its integrated magnets on the sealing side.
Laser transmitter D22 mounted with its integrated magnets on the sealing side.
 The measuring unit installed on the outer side.
The measuring unit installed on the outer side.
In this case, we were able to prove that there was play three times greater on one side than on the other and that the direction of the play matched the pointing direction we had obtained from previous measurements. There was no doubt where the corrections were to be made. I.e. where the play was three times greater. The Values program, a straight and right-angled laser beam together with a large dose of common sense helped us make the right decision and take the right corrective action.
 Knowing where the problem is offers breathing space, allowing us to then study the view from the top of the floodgate.
Knowing where the problem is offers breathing space, allowing us to then study the view from the top of the floodgate.
Thanks to the Values program, many of our users find completely new ways of improving and aligning their machinery. Keep measuring, and become a better machine connoisseur!"
Jan Oscander
Sales Engineer, Problem solver etc.
P.S. Are you curious about Values but don't have any Easy-Laser equipment? You can try it out for free in the XT Alignment app! (Available in the App Store or Google Play.)

